A company runs a 5000t/d precalcined rotary kiln clinker production line with two raw material roller mills. The equipment has been failing frequently, resulting in a high maintenance workload, low output during raw meal roller grinding, and high power consumption. After adjustments and technical measures, the output of the raw meal roller mill has increased, leading to reduced power consumption and improved raw meal quality.




Frequent cutting of clay material results in frequent interruptions in raw material grinding, leading to a low qualification rate of KH raw material. This, in turn, adversely affects the stability of the thermal system within the rotary kiln system.
The speed of the raw meal roller mill powder separator is about 1350 r/min, which is 93% of the rated speed. However, the fineness of the raw meal is still relatively coarse, with the sieve residue of 0.2mm ranging between 3% and 5%. This issue seriously affects the quality of the cooked food and leads to higher clinker fCaO, impacting the calcined quality of the clinker.
The output of the raw meal roller mill is relatively low, about 190t/h, and the power consumption of the raw meal process is as high as 22-23kWh/t.
The clay feeding system is composed of clay round warehouse + small warehouse + electronic belt weighing scale. Due to the high moisture content and strong viscosity of the clay, the clay warehouse and small warehouse are often filled and blocked, and the clay material is frequently broken, resulting in raw material KH The pass rate is only 30% to 40%. At the beginning, 4 air cannons were installed around the small warehouse, and the air cannons were used to clean up the material blocking, but the phenomenon of material breaking has not been improved, and the manual material is frequently broken, and the labor intensity is relatively high. After analysis, it is believed that the small size of the discharge opening of the small clay silo is the main reason for the clogging and breaking of the clay material.
When the 0.08mm sieve residue of raw meal is maintained between 14% and 16%, and the 0.2mm sieve residue is around 3% to 5%, it leads to high clinker fCaO, low pass rate, and reduced clinker strength.
During the inspection of the raw material roller mill, it was found that the gap between the seal rings of the powder classifier was too large, resulting in the roughness of the raw material fineness. Additionally, some blades were loose and shifted.
The hot air duct at the entrance of the raw meal roller mill has a corner of about 70°, with a lot of accumulated material and relatively large resistance. The negative pressure at the entrance of the raw meal roller mill is about -2000Pa.
Describe the implementation process of the mechanical equipment, including equipment installation, commissioning, and integration with existing systems or processes.
1、Change the width of the belt scale from 1.2m to 1.6m, and expand the width of the discharge opening of the small clay bin from 1.0m to 1.4m. At the same time, install a cut-off sensor signal switch on the belt scale, and add two electric vibrators to the small bin. When the belt scale breaks the material, the induction switch gives a start signal to the electric vibrator, and the electric vibrator starts to clean the material, which greatly reduces the phenomenon of material breaking. The pass rate of raw material KH after grinding has been greatly improved, from 30% to 40% to about 70%.
2、Treat the sealing ring of the powder classifier. Extend the inside of the upper sealing ring to lengthen. Lengthen 30mm for the first time, reduce the speed of powder classifier to 1200r/min, and reduce the sieve residue of 0.2mm of raw meal to 2%~3%; The 0.2mm sieve residue is reduced to 1% to 2%.
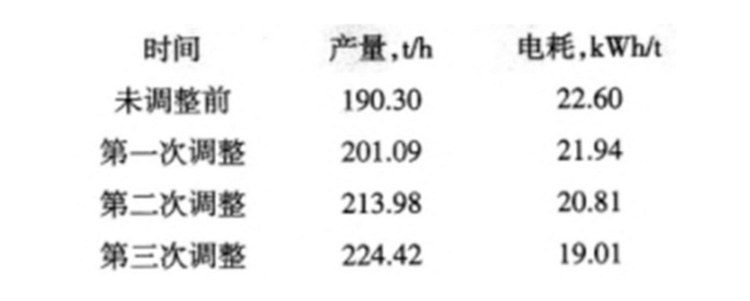
3、The powder classifier's static blade gap should be adjusted to 40mm and reinforced with steel bars to prevent displacement. Increasing the loading pressure of the raw meal roller mill and reducing the particle size of the limestone entering the mill has greatly improved the mill's output. See Table 1 for the raw meal fineness changes and Table 2 for the adjustment process and effect.
4、Results and benefits: Emphasize the actual effects and achievements of the machinery and equipment, such as data and actual performance in terms of production efficiency improvement, cost reduction, and quality improvement.
Table 1 Comparison of raw meal fineness before and after adjustment of powder classifier (%)
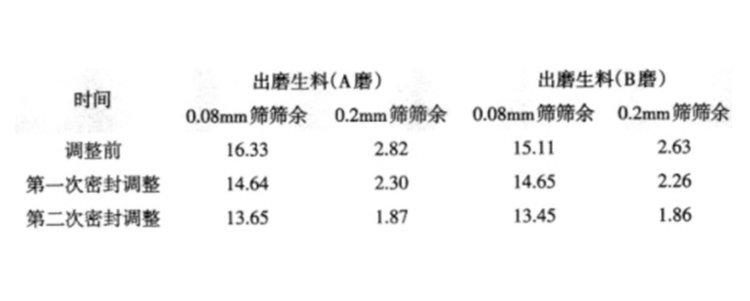
Table 2 Adjustment process and effect of raw material roller mill
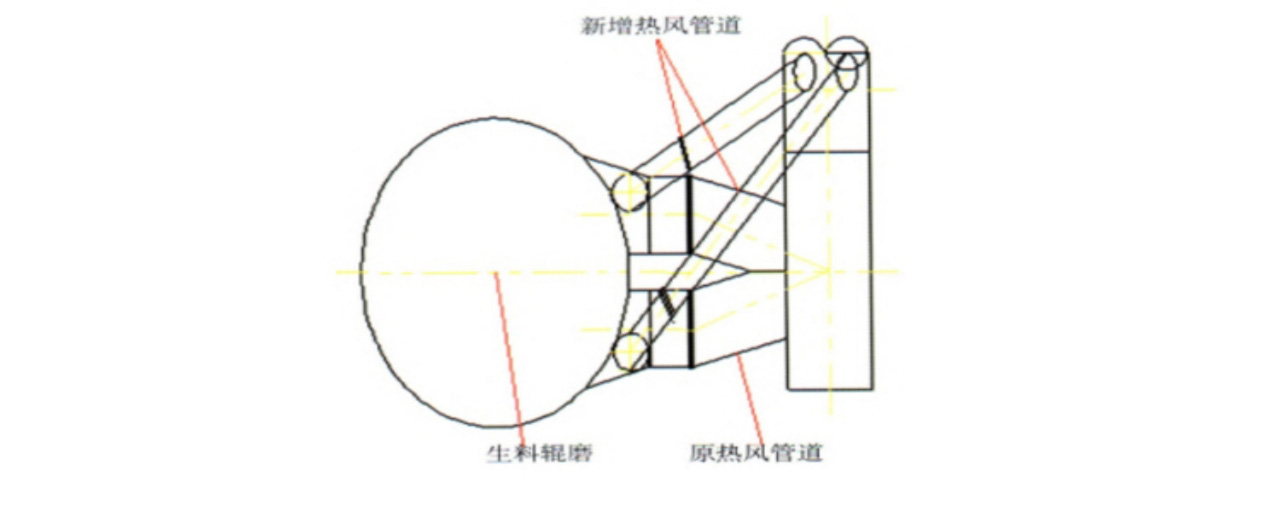
Renovate the raw material roller mill hot air pipeline, and add two pipelines in parallel based on the original hot air pipeline, the grinding resistance is significantly reduced, the negative pressure is reduced to -1000Pa, and the grinding temperature rises by 10°C. Figure 1 is a schematic diagram of the transformation. Table 3 shows the change of negative pressure at the entrance of the roller mill before and after the transformation of the hot air pipeline.
By adopting the above technical measures, the output of the company's two raw meal roller mills increased by about 25%, the power consumption decreased by about 3kWh/t, and the 0.2mm sieve of raw meal was reduced from 3% to 5% to 1% to 2%. , The pass rate of raw meal KH is increased by about 35%, and considerable economic benefits have been achieved.


Submit Request



